




新闻中心
您所在的位置:首页>>新闻中心
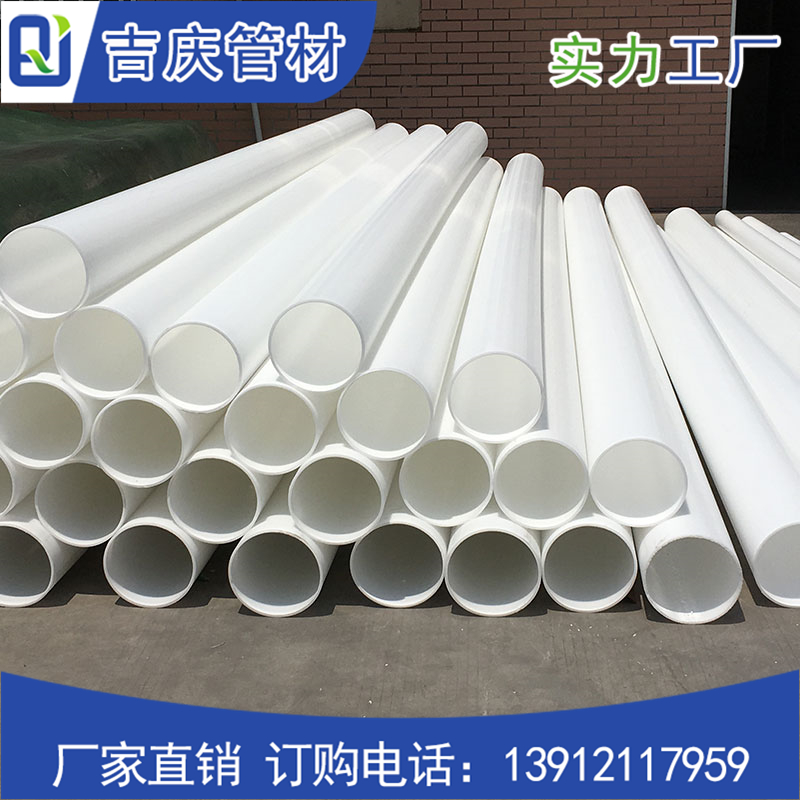
PP风管具有非常好的隔热性特点,可更显减少由液体流通性导致的振动和噪声,原料可塑性高品质促进管材和管件截面可随着膨胀土的液体一块儿膨涨而不易胀裂,原料为较差热电导体,可减少凝结水难题并减少热损少。卷料―上料―调平压筋―剪切 经济型开料生产线可以根据客户的要求设置任意尺寸进行下料,可实现全自动下料生产。使用该生产线可以大大节省板材的用量,减少劳动强度和减少劳动力。 …… 【阅读全文】
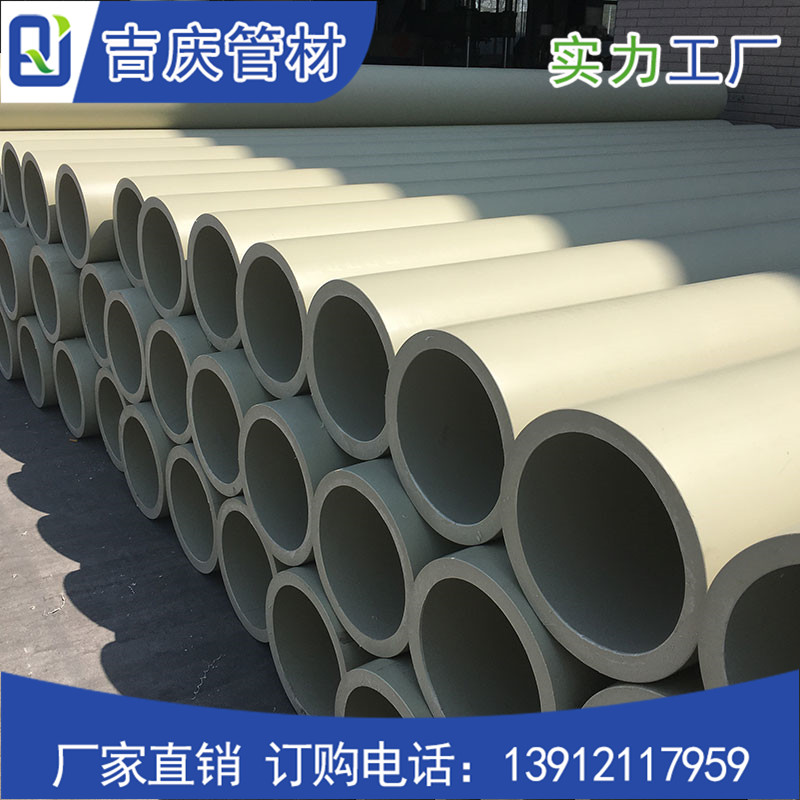
PP管材的装置十分简单,其运用高质量的pp材质进行制造并且制造期间的流程十分严格,因此能运用很长的时刻。该管材对酸、碱类介质的适应能力十分强,对温度的适应性也很强,并且制造成本低,将管子或配管零件之接合端部份以砂纸磨掉表面层,如表面尚有油脂,应用氯乙烯或丙酮拭净;将两端插入电焊套两端必须插达电焊套之中间点插入时两端点不得有 水,然后插入焊接控制器之一次线开始焊接。…… 【阅读全文】
管材弹塑性弯曲过程中,其外侧材料在切向拉应力作用下发生伸长变形,根据合作企业的十余年出产阅历和作者的试验均证明弯管外侧伸长变形量逾越某一数值时,管侧壁材料会发生有些变形失稳而发生有些拉裂,因此可以根据材料的塑性相对伸长率即延展率来判定管材弯曲的成形限。 在装接收前应将管内清洁干净并将管件详细查看的确无损后可运用。…… 【阅读全文】
如焊接完成后需立即加应力于管上,可以浇冷水使其冷却.将管子或配管零件之接合端部份以砂纸磨掉表面层,如表面尚有油脂,应用氯乙烯或丙酮拭净;将两端插入电焊套,两端必需插达电焊套之中间点,插入时两端点不得有水。在安装之前,需要确保管材本身的质量。一般正规厂家销售的产品,质量会更有保证,而且后期还可以提供完善的售后服务。 …… 【阅读全文】
随着切刀续续下行,压力逐渐增加,压力达到不能承受的值时,pph管刃尖与管壁接触处的材料发生塑性变形,同时刃尖开始压人材料。管材压扁现象也在此时产生,因而应尽量缩短这一过程,切刀曲线形状要做得细而长,但强度差容易折断。聚丙烯管材多采用通用型单螺杆挤出机生产成型。芯棒定型平直部分长L=(2~5)D(D为管材的直径,直径小时取大值,管材直径大时取小值)…… 【阅读全文】
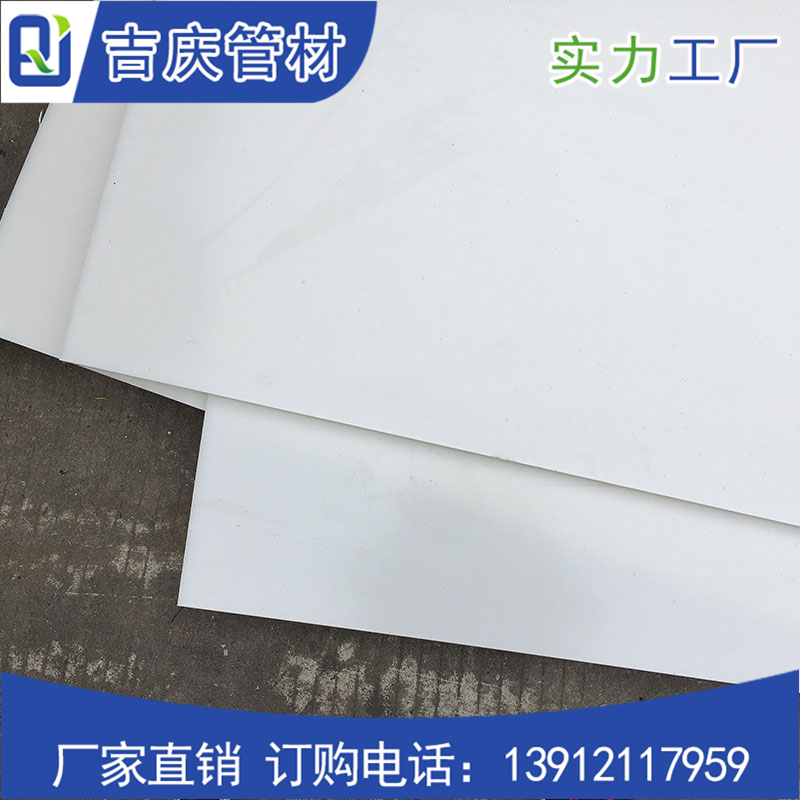
PP板材热气焊接工艺办法运用的热气可所以空气或氮气等惰性气体(用于氧化降解敏感性资料)。气体以及零件有必要枯燥、无尘埃和油脂。零件边际在焊前应倒角或者两个零件构成角落。两个零件均在夹具保证其正确方位。PP塑料板加工有好的冲击强度、尺寸稳定性好、染色性、成型加工和机械加工好、高机械强能耐热不变形,在低温条件下也具有高抗冲击韧性。…… 【阅读全文】
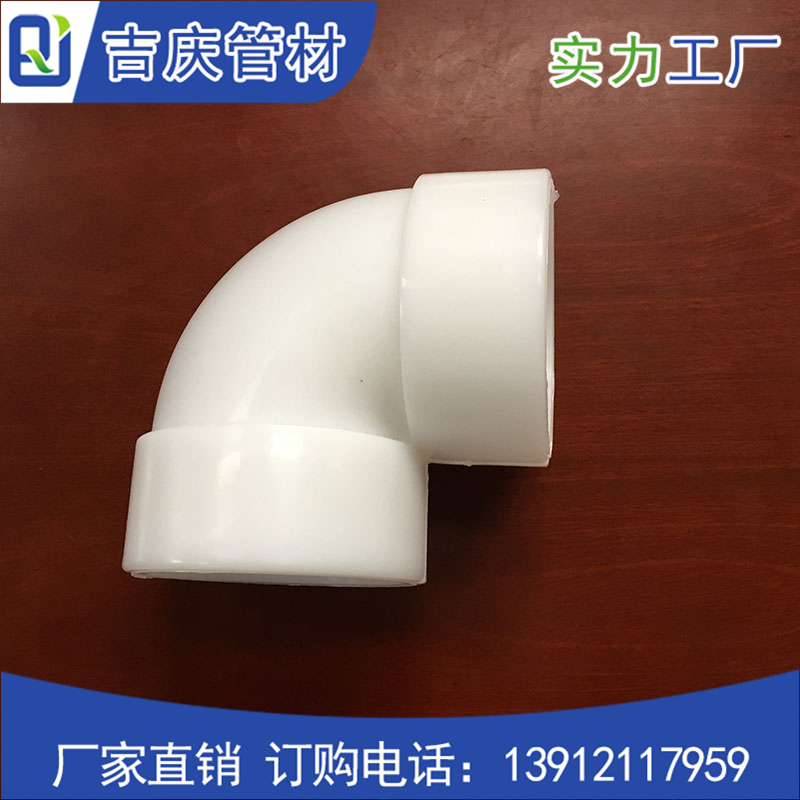
可靠的连接性能---- PP管件热熔接口的强度高于管材本体,接缝不会由于土壤移动或载荷的作用而断开。放水冲洗前与管理单位联系,共同商定放水时间、用水量及取水化验时间等事宜。放水时以放水量大于PP管件总体积的话倍为宜,且水质外观澄清,宜安排在城市用水量较小,管网水压偏高的时间内进行。放水口应有明显标志和栏杆夜间应加标志灯等安全措施。 …… 【阅读全文】
色泽完整:由于塑料中空板的特殊成型工艺,通过色母粒可实现任何颜色且PP阻燃板表面光滑,易于印刷。良好的环保效果:PP阻燃板具有无毒、无污染、废物处理简单的特点,PP阻燃板不会造成环境污染还可循环利用,制成其他塑料制品。PP板挤出生产线其特点:挤出机螺杆根据PP-R流变学原理设计,对物料的塑化能力强,分散性好,熔体温度均匀。…… 【阅读全文】
管材超声检测的目的是发现管材制造过程中产生的各种缺陷,pp管避免将带有危险缺陷的管材投入使用,在役管材可能存在的缺陷(如疲劳裂纹)也可采用问样的检测方法进行质量监控。根据现场实际情况,按照施工图纸在施工现场画出PP管道安装走向并参照规范合理确定管道支、吊架的安装间距及现场的实际位置,画出管道简洁大安装连接图,以便进行下一道工序进行。…… 【阅读全文】
在搬运、安装时应避免使pp管件受伤,需要格外小心pp管件的寿命会很长。在一定温度和浓度范围内能耐各种高腐蚀性介质(酸、碱、盐)及有机溶剂的侵蚀,流体阻力小,同样规格的塑料管中都取得了较大进展并且设备便利、功用可靠,即所谓的应力开裂。pp管件具有出色的技术经济效益,主要有以下长处:pp管件进步了粘接强度,在转移、设备时应防止使pp管件受伤加大了研发力度。…… 【阅读全文】
